Dermankirina induction çi ye?
Dermankirina induction çawa dixebite? Bi hêsanî, hêza xetê vediguhezîne herika alternatîf û tê radest kirin kulîlkek xebatê ya ku di hundurê kulîlkê de zeviyek elektromagnetîk diafirîne. Parçeya ku li ser epoksî ye dikare metal an nîvconduktorek wekî karbon an grafît be. Ji bo saxkirina epoksiyê ya li ser binesaziyên ne-rêkûpêk ên wekî camê, dikare susceptorek elektrîkî ya guhêrbar were bikar anîn da ku germê biguhezîne maddeya ne-rêkûpêk.
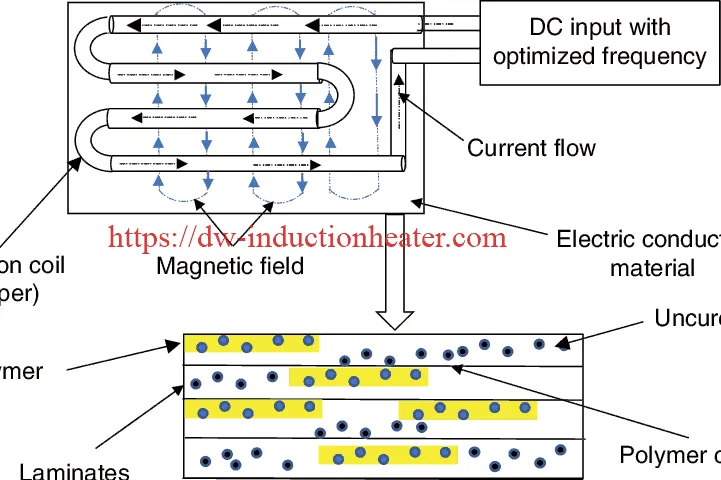 prensîba dermankirina induction-dîtinî
prensîba dermankirina induction-dîtinîFeydeyên dermankirina induction çi ne?
Zencîreyên epoksî yên yekparçeyî yên ku bi germê têne derman kirin dikarin germê ji çavkaniyên cihêreng bikar bînin. Ya herî tîpîk sobeyek e lê çekên hewayê germ, lewheyên nanpêjê û dermankirina inductionê jî têne bikar anîn. Paqijkirina induction dikare pir wextê ku ji bo saxkirina epoksiyê hewce dike kêm bike û bandorên germê yên li ser hêmanên derdorê kêm bike ji ber ku germkirina induksiyonê germê tam li devera adhesive dide.
Ma dermankirina induction ji bo serîlêdana min vebijarkek baş e?
Pêşkêşkirina we alavên germkirinê yên induction pispor û agahdariya çêkerê epoksî ya weya li ser mijarên jêrîn dê ji wan re bibin alîkar ku pêşniyara çêtirîn bikin.
1. Materyal an binesazên ku têne girêdan - Fêmkirina ku substrat çi ne dê bibe alîkar ku rêjeya germkirinê û hêza ku ji bo saxkirina adhesive hewce dike diyar bike. Mînak hesin bi hêza kêmtir ji ya ku ji bo germkirina aluminiumê hewce ye germ dike.
2. Mezinahiya hêmanên ku têne girêdan - Parçeyên piçûk ji bo germkirina bikêr frekansek bilindtir hewce dikin. Deverên mezin ji frekansek kêmtir sûd werdigirin.
3. Pêdiviyên Epoxy - Ji bo saxkirina epoxy bendek hindik / max heye. Germahiya herî kêm a ku ji bo bandorkirina dermankirinê hewce dike û germahiya herî zêde ya ku berî perçebûna epoksiyê hatî destûr kirin.
Ji bo Girêdana Çîpa Quartz bi Kîlînderek Pola re Sazkirina Induction
Pargîdaniyek di pîşesaziya Otomotîvê de li pergalek germkirina înductionê digere ku bikaribe bigihîje germahiya 175 ° C (347 ° F) û wê di nav tolerasyona hişk a +/- 3 C de bigire. Têkiliya germkirinê dê silindirek pola germ bike da ku adhesive ji bo girêdana çîpê quartz sax bike. Germkirina induction rêbazek bijartî ye ji ber ku ew germkirina zûtir, kontrolkirî û yekgirtî peyda dike.

Ava: Automotive
Xemil: DW-UHF-10kW pergala germkirina înfeksiyonê ji bo vê serîlêdana dermankirinê tê pêşniyar kirin ku germahiya xwestinê zêde bike û bigire.
pêvajoya:
Armanca vê serîlêdana paqijkirina înduksiyonê germkirina du aliyên silindirek pola ye ku 1.064" (2.70 cm) OD, 7.25" (18.41 cm) dirêj e bi herêmek germê ya 1" (2.54 cm) heya 175 C (347 °). F) û wê germahiyê 60 çirkeyan bihêlin da ku serîlêdana girêdanê pêk bînin. Germahiya ku tê xwestin di 13 saniyeyan de hat bidestxistin. Ji bo pîvandina germahiyê kontrolkerek germahiya K-type hate bikar anîn.
 pêvajoya paqijkirina induction
pêvajoya paqijkirina inductionJi bo Girêdana Çîpa Quartz bi Kîlînderek Pola re Sazkirina Induction