Berdest
Inducture Frequency High Brazilian tubing brass to part parçeyek û tûrek bronz di bin yek deqîqe de bi karanîna induction.

Xemil
Drav-makîneya barkirinê ya DW-UHF-6KW-III

2 dikeve kozikê
materyalên
• Beşek bronzê ya berfireh
• Pîvaza tûtinê
• Alava brazingê ya zîvandî, ji hêla mişterî ve hatî peyda kirin
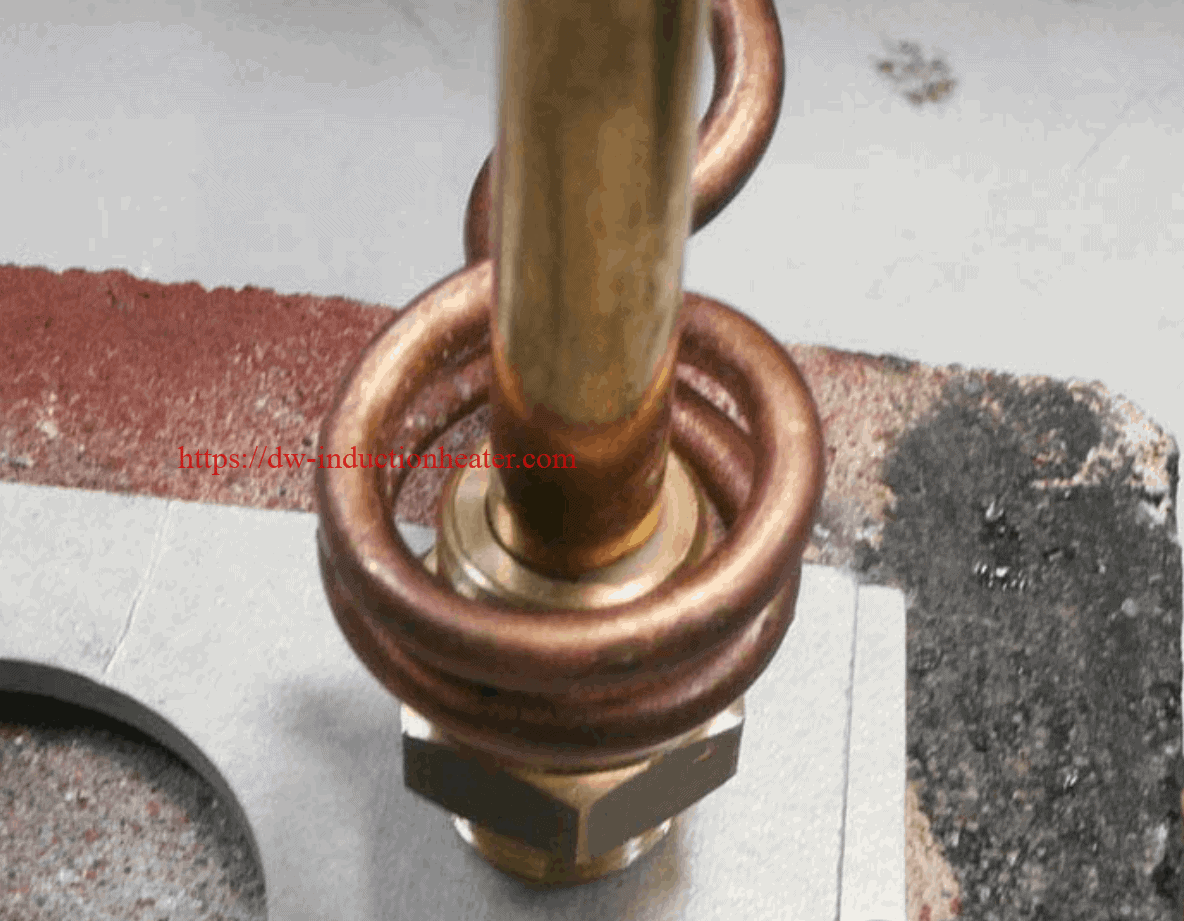
Test 1 - Pêvek ji perçê girseyî:
Parameters
Hêz: 4.4 kW
Germahî: Nêzîkî 1400 ° F (760 ° C)
Demjimêr: 38 sec
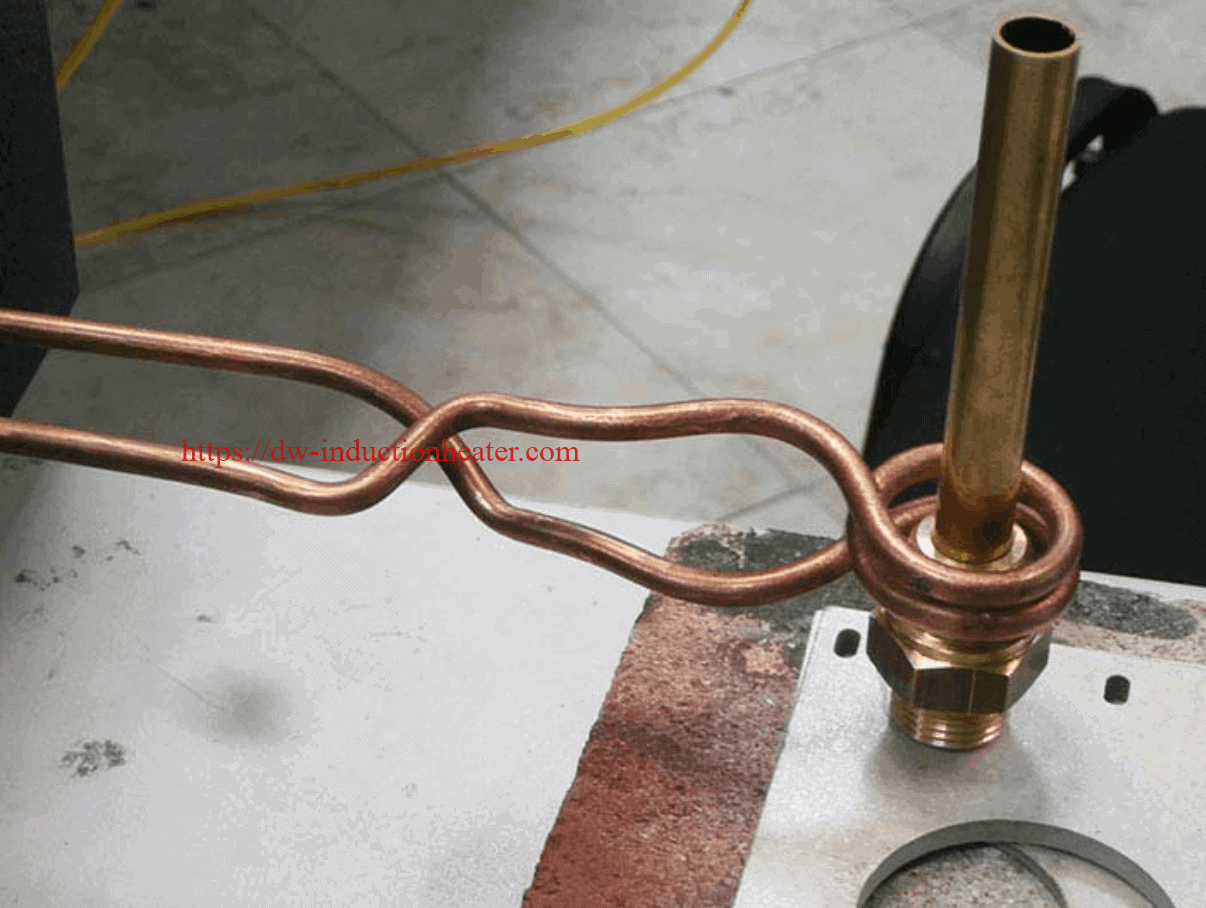
Test 2 - Pipe to tip:
Parameters
Hêz: 4.4 kW
Germahî: Nêzîkî 1400 ° F (760 ° C)
Demjimêr: 17 sec
pêvajoya:
1 Test
- Dabeşa berbiçav û gopalê bronşo li hev têne û tixûbek alloyî ya bermîlî di navbera wan de hatîye danîn.
- Meclîs tê danîn hundurê kûleya germkirinê ya induksiyonê û germkirina induksiyonê tê pêkanîn.
- Hevbeş di 38 xulekan de bi dawî dibe.
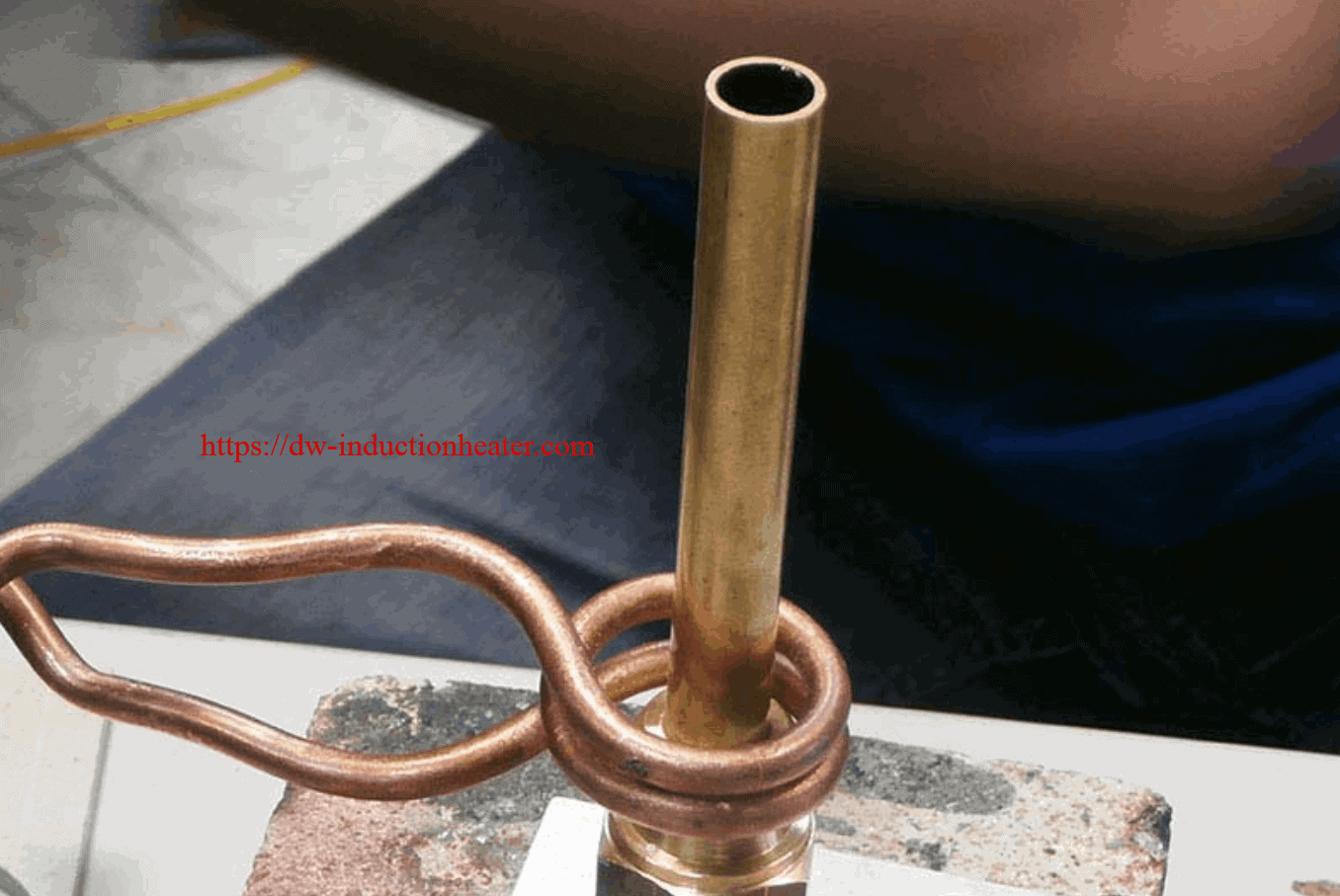
2 Test
- Tip û pîvaz têne berhev kirin û tixûbek alloyek birûskî di navbera wan de tê danîn.
- Meclîs di hundurê kovî de tête danîn û germkirina induction tête kirin.
- Hevbeş di 17 xulekan de bi dawî dibe.
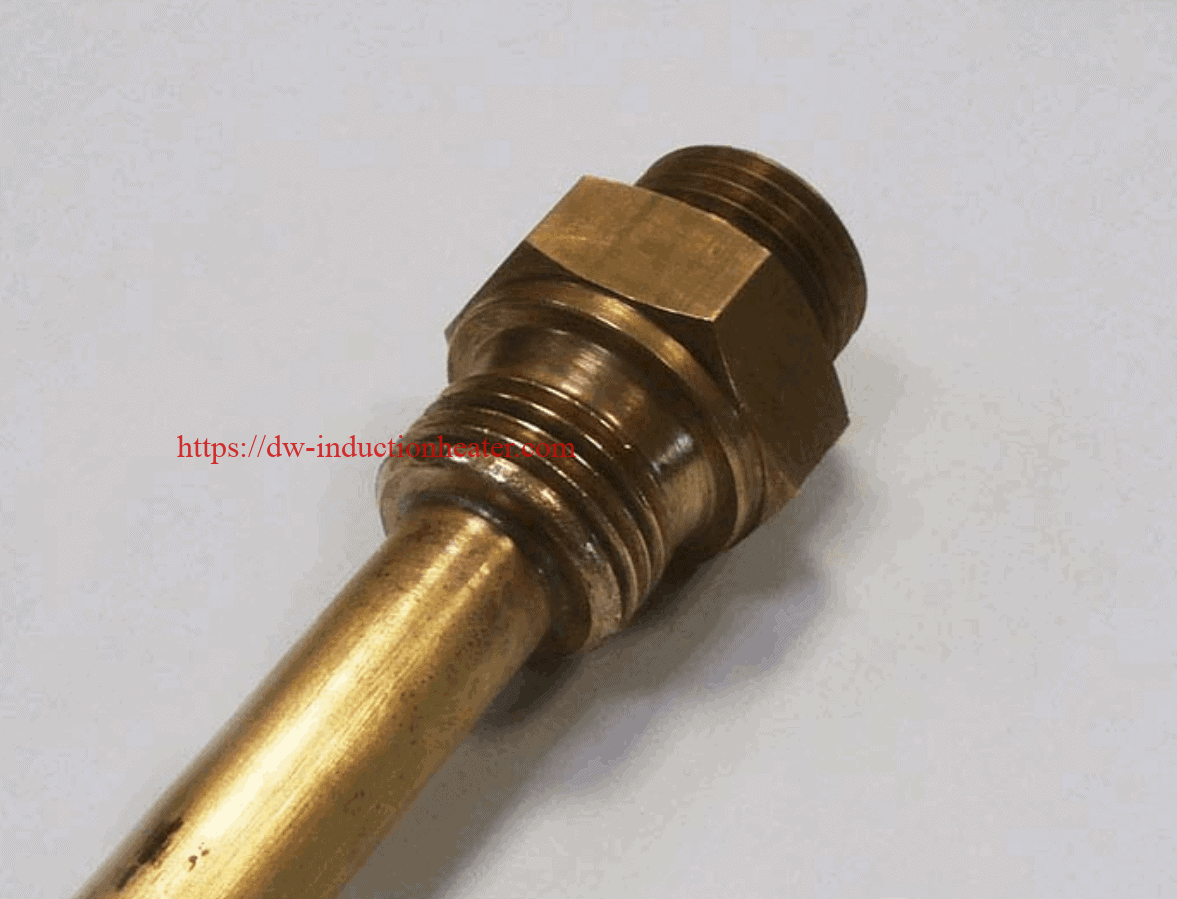
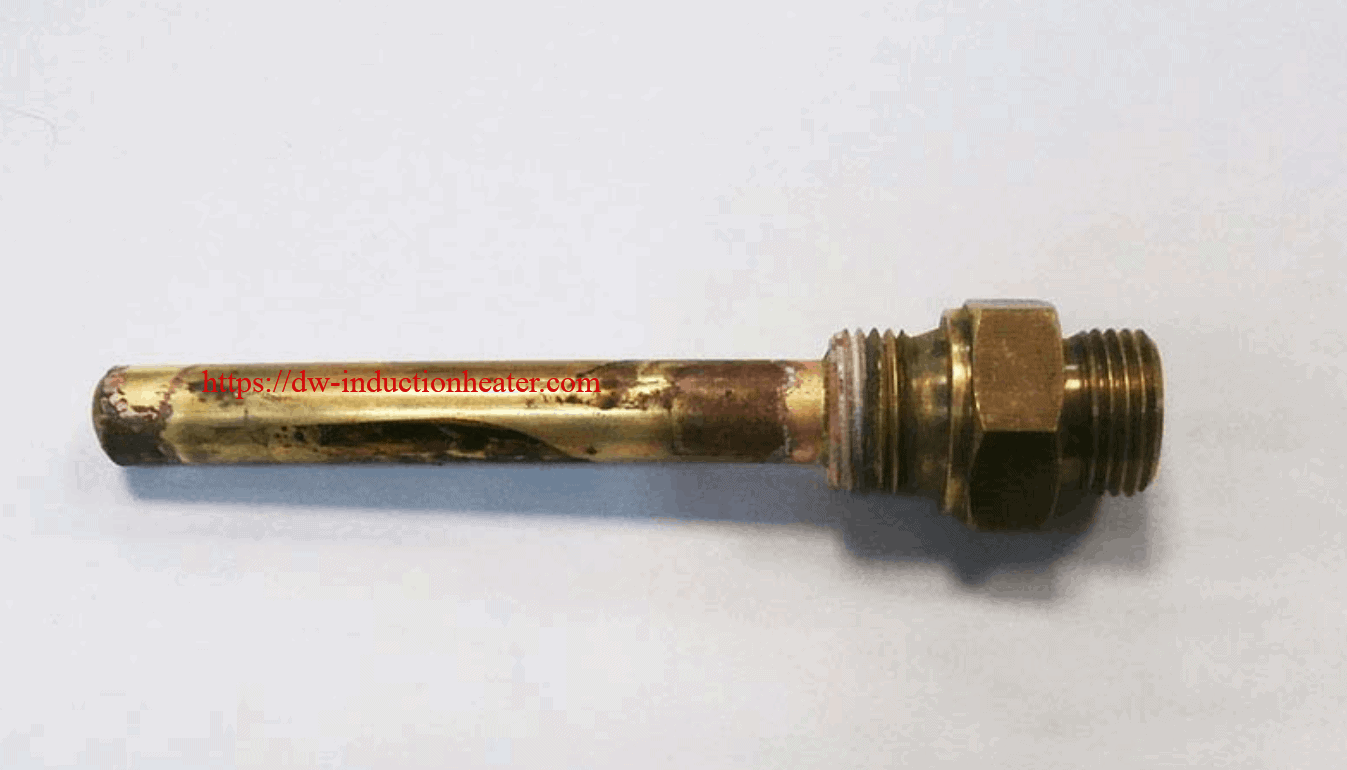
Encam / Xizmetên
Têkiliya germkirinê Pêşkêş dike:
- Hevpeymanên bihêz ên bihêz
- Zeviyek hilbijêr û rastîn ya germî, bi encama kêmbûna tevlîhev û hevpeymaniya hevpar ji welding
- Kêm oksiyonê
- Hêzên germkirina germayî yên zûtir
- Ji bo hilberîna batchê ya bêhempa ya hilberê mezin, encam û bicihanîna bêhtir
- Pêvajoya bi ewleyî ji bermayîna flayê