Vebijandina Tevgera Brass Connector Di Panela Heftê de Bi Panel Solar
Armanc Solder sê pêvekên tûncê yek bi yek di qutika girêdana panelê tavê de bêyî ku bandor li ser pêkhateyên di qutiya junasyonê de bike
Material of solar panels, boxing brass, solder wire
Temperature 700 ºF (371 ºC)
Frequency 344 kHz
Amûr • Pergala germkirina înfûksiyonê DW-UHF-6 kW, bi serşokek dûr a ku yek kondensator 1.0 μF tê de heye, stendî.
• Coilek germkirinê ya înfeksiyonî bi taybetî ji bo vê sepanê hatî sêwirandin û pêşve xistin.
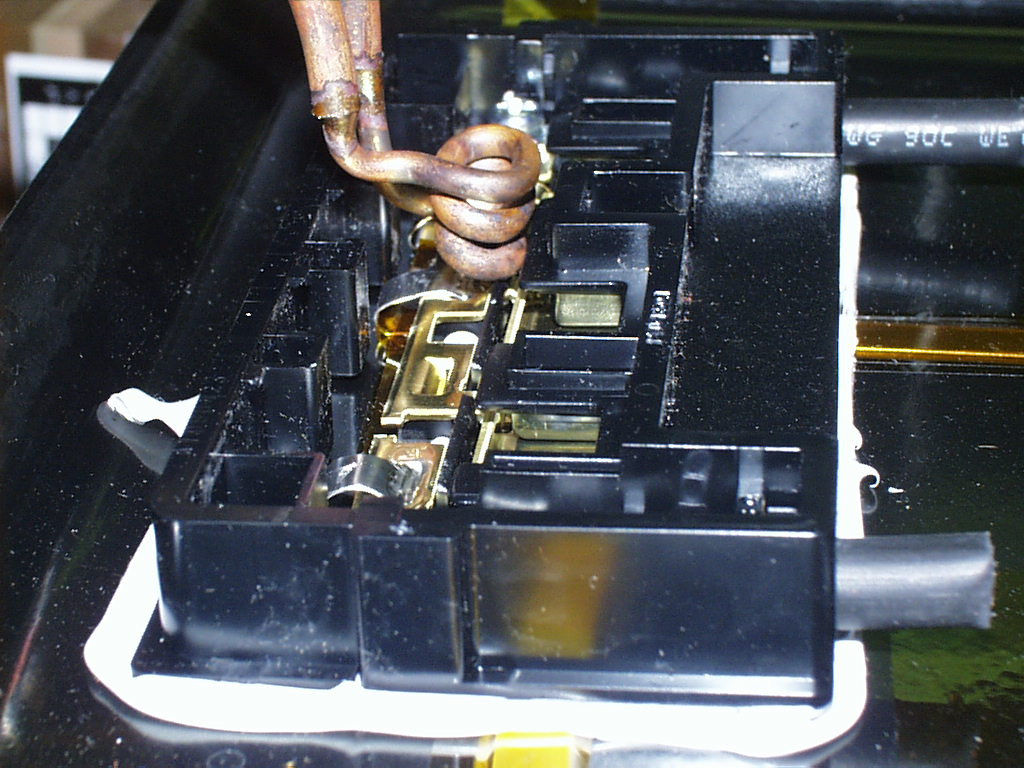
Pêvajo Ji bo germkirina pêvekan sêlek dorê helîkal a bi dorê oval tê bikar anîn. Parçeyek têlê solder li ser qada hevbeş tê danîn û her girêdan ji bo 5 hûrdeman ji hev cuda tê germ kirin da ku konektora were zeliqandin. Dema pêvajoyê ya tevahî ji bo sê movikan 15 çirk in.
Encam / Xwendina Entegrasyonên germkirinê pêşkêş dikin:
• Rastbûna pinpoint germkirinê tenê radigihîne hevbeş; li ser pêkhateyên derdorê bandor nake
• Germbûna herêmî nexwaş û paqijên paqij dike
• encamên bilind yên bilind, encamên dubare kirin
• Dabeşkirina belavkirina germkirinê